TECHNOLOGY 技術情報
焼入れ・焼戻し(Quenching and Tempering)
焼入れとは、炭素を含む鋼材を加熱して、急速冷却することによって、鋼を硬くする処理です。
鋼の金属組織がオーステナイトと呼ばれる組織に変態する温度まで加熱保持した後、液体や気体で急速冷却することで、マルテンサイトと呼ばれる組織に変態し、硬化させます。
焼戻しとは、焼入れまたは焼ならしを行った鋼について、硬さを減少させて粘りさを増加させる目的で行う熱処理である。一般的には、焼戻温度は粘さを目的とする構造用鋼などの場合は400℃以上の温度で、また硬さを必要とする場合には、200℃前後の温度で行います。
高温の場合は、高温焼戻し、低温の場合は低温焼戻しと呼びます。
弊社の焼入れ・焼戻し炉設備
- オールケース炉
- ピット式炉
- メッシュベルト炉
- ローラーハース炉
- 回転フォークチャージ炉
- 真空炉
メッシュ式連続炉の概要
-
メッシュベルト式焼入れ炉
A3変態点以上の30~50℃に加熱し,炭化物を固溶させて均一なオーステナイト組織になるまで保持した後,油にて冷却し,
マルテンサイト組織に変態させて硬くします。 -
メッシュベルト式焼戻し炉
組織を安定させると共に、靭性を得ます。
焼入れ
焼入れの目的
変態点以上30~50℃の高い温度に加熱保持した後に急速冷却します。
急冷し、マルテンサイト組織に変態することを、焼きが入るといいます。
一般的な急冷方法は焼きが入りにくい鋼に対しては水冷、やや焼入性がよいものには油冷、焼入性が極めてよいものには空冷やガス冷が用いられます。
また、固体中の熱の移動は時間がかかるため、内部は表面より冷却が遅れます。
このような鋼を、焼入性の悪い鋼や焼入性の小さい鋼と呼んでいます。
焼入性の小さい鋼でも、冷却速度の大きい水焼入れを用いると、内部まで硬くなります。
焼入性の大きい鋼を、水焼入れすると、焼きは入るが、焼きひずみや焼割れが生じます。
そこで、冷却速度の小さな油焼入れを用います。
焼入れの注意点
冷却の最も重要なことは、臨界区域(約550℃)まで急速冷却することです。
冷却速度が遅くなると、パーライトが生じてしまい、マルテンサイトにならないため硬さも得られなくなります。
それ以下も急冷すると表面のみがマルテンサイト変態開始温度(Ms点)に達し、その部分のみが膨張し、ひずみや割れにつながります。
このMs点以下を危険区域とし、急冷しないように注意する必要があります。
こうして、冷却は表面と内部の温度差を少なくして、焼入れをおこないます。
焼入れ時にともなう欠陥
1.焼きムラ・・・硬さにムラがある事を指します。
- 原因:スケールの付着・部分的な脱炭、焼入れ温度、焼入れ冷却速度の不適正によります。
- 対策:オーステナイト化温度化に均一に加熱、冷却も均一に急冷する。
2.硬さ不足
- 原因:オーステナイト化温度が低い状態からの焼入れしたときに生じます。反対に高温度で焼入れし、オーステナイトが多量に残留したときに生じます。
- 対策:適切な温度・冷却流速で処理します。
3.変形
- 原因:熱処理前の加工による、応力が残留しており、加熱によって応力が除去され歪みとしてあらわれます。
- 対策:焼入れ前に加工応力の除去、曲がりが生じないように、装入方法に注意します。
4.焼割れ
- 原因:急冷によって鋼の内外部に生じた温度差による熱応力と、マルテンサイト変態による引張応力によります。部分的な脱炭がある鋼や、鋭角な鋼の角部分、肉厚が大きく異なる場合に起こります。
- 対策:適切な熱処理条件で行います。形状や材料の見直しを行います。
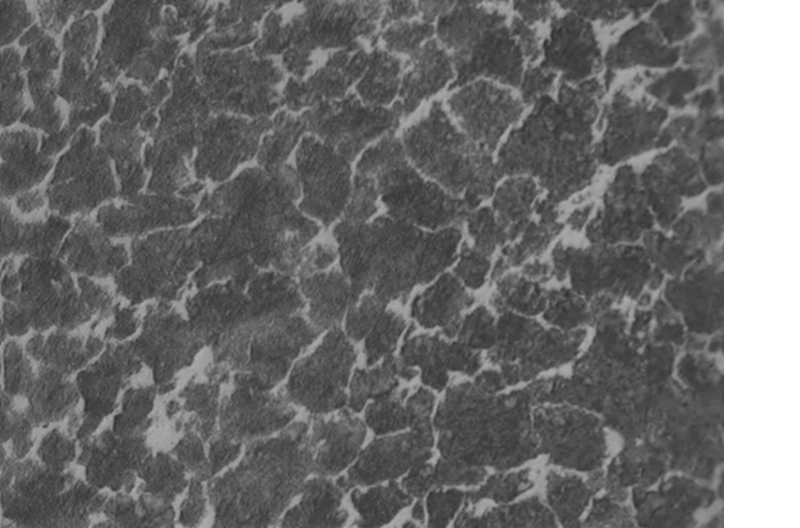
未処理品組織(S48C)
焼入れ組織(S48C・マルテンサイト組織)
焼戻し
焼戻しの目的
靭性を与え、組織の安定化を目的としています。
焼入れによって鋼材内には大きな内部応力が生じており、そのまま研削などの仕上げ加工をすれば、応力のつり合いが変わって、変形や割れが生じます。
また、マルテンサイトは組織そのものが不安定であり、炭素原子の分散が速いため、過飽和に固溶している炭素が炭化物として析出し体積の収縮が起きます。
またマルテンサイトも残留オーステナイトも不安定な組織であるため、相変化を起こして、鋼材の形状の寸法に狂いが生じます。
工具鋼などのマルテンサイト特有の硬さをを必要とする時は、低温焼戻し(150~200℃)を行い、寸法の安定と靭性を与えます。
一方で、構造用鋼では、大きな靭性を得るために、高温焼戻しを行います。

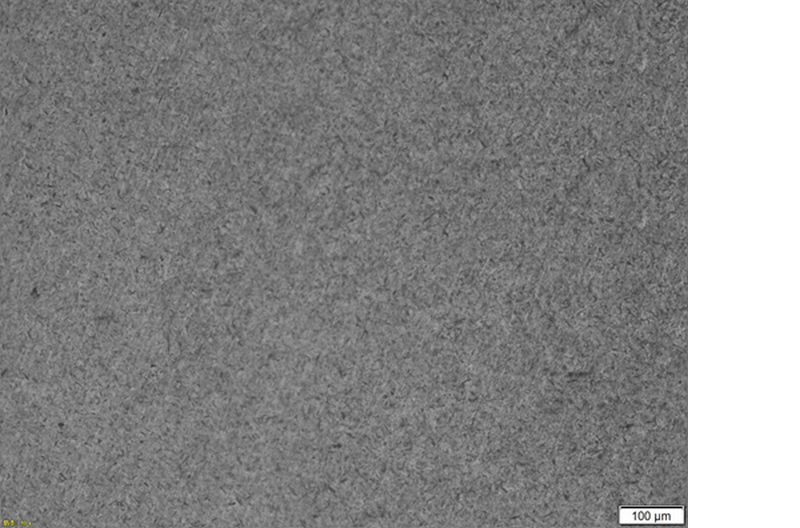
焼戻し組織(S48C・ソルバイト組織)
焼戻しの種類
1.低温焼戻し
高い硬さが要求される工具類には、低温焼戻し(150~200℃)が行われます。この低温焼戻しによって、硬くて脆い焼入れマルテンサイトが靭性のある焼戻しマルテンサイトに変化します。
さらに、焼入れで生じる内部応力が除去され、経年変化や割れの防止、耐摩耗性の向上が期待されます。
2.高温焼戻し
強靭性が要求される、歯車類やシャフト類、SKDなどの工具類に行われます。得られる組織は約400℃ではトルースタイトで、約600℃ではソルバイトになります。
焼戻しの注意点
焼戻しするときには、焼戻し脆性に注意しなければなりません。
焼戻し脆性には、以下の種類があります。
1.低温焼戻し脆性(300℃脆性)
300℃~400℃で焼戻しを行った場合、鋼材特有の性質により、軟化します。
2.高温焼戻し脆性
オーステナイト粒界にそって、不純物が偏析して粒界結合力を弱め、粒界破壊が生じます。
防止策として、加熱温度から急冷することが重要です。また、モリブデン(Mo)やタングステン(W)を添加してリン(P)の粒界偏析速度を小さくします。
3.不完全焼入れをなくします。
推奨する対象製品
自動車関連製品
・クラッチプレート
・ブレーキディスク
・ベアリング部品
・ナット
・ボルト
農業用部品
・チップソー